

W&W Glass Systems, Inc.
300 Airport Executive Park, Suite 302
Nanuet, NY 10954-7403
Tel: (845) 425-4000
Toll-Free: (800) 452-7925
Fax: (845) 425-6156
Web site: http://www.wwglass.com/sw
Single/Monolithic Glazing: Single
Pilkington PlanarÔ glass
- flat & curved
The exterior glass used in all PLANAR systems is normally 3/8" or 1/2" thick Pilkington tempered and heat soaked glass that can be either clear or tinted. All glass complies with all Federal Code requirements, i.e. ANSI Z97.1 and ASTM C1048. All glass, after tempering, must pass a destructive quality control test, the heat soak. This test is designed to virtually eliminate spontaneous on site breakage of glass due to the possible presence of nickel sulfide. Pilkington will not supply any glass into a structural application that is not heat soaked. Heat soaking is a prudent investment in safety for all those concerned about liability on a project.
Specification- flat single Pilkington PlanarÔ
Flat glass
Thickness:
| 10, 12mm | +/-0.3mm |
| 15mm | +/-0.5mm |
| 19mm | +/-1.0mm |
| For dimensions |
| Flat glass size- rectangles | <2m | >/=2m | |
| Maximum: | 2000 x 4200mm | +/-1mm | +/-2mm |
| Minimum: | 360 x 900mm | +/-1mm | +/-2mm |
| Aspect ratio: | 10:1 | Maximum |
| Diagonal tolerance: |
| Up to 4m: 3mm | Maximum difference |
| Over 4m 4mm | Maximum difference |
Flat shape capability- simple shapes
All tolerances will vary depending on the complexity of shape.
Bow
| Maximum bow: | 0.1% | (Float glass) |
| 0.2% | (Ceramic coated glass) |
Roller wave
| Mean roller wave depth: | 0.05mm |
| Maximum edge dip: | 0.25mm |
Edge condition
Smooth ground edges giving a flat profile with small ground arris.
Shells or chips at edges will be ground out prior to toughening and do
not constitute reason for rejection. Corners may be dubbed. Some variations
in edgework may be discernible on exposed edges where different machines
and/or hand forming is a requirement for manufacture. Such variations shall
be kept to a minimum.
Hole drilling- rectangles
| Diameter: | 19mm +/-1mm (countersunk) |
| Position:
|
Normally 60mm from glass edge at corners and sometimes along edge. Other configurations subject to confirmation. |
| Tolerance: | +/-1mm from one datum point. |
| Number: | 2-8 |
Toughening stress
Fully toughened to BS 6206 Class A and equivalent international standards.
Checked regularly during production by the Differential Surface Refractometer
(DSR) method.
Heat soak testing
All toughening glass will be supplied heat soak tested to DIN Standard.
Glass marking
Glass will be marked with the Pilkington toughening stamp and any other
regulatory requirements. The mark to be on each glass usually near a corner.
Visual quality
Roller wave and natural bow in toughened glass have minimal effect
on vision in transmission but can be observed in reflection, obviously
more with reflective glass. This is kept to a minimum with the very low
roller wave and bow in Pilkington Toughened Glass.
Site inspection should be from a distance of 3m.
Specification- curved single Pilkington PlanarÔ
Curved glass
| Thickness: | 10mm, 12mm | +/-0.3mm |
Curved glass size- rectangles
| Developed width: | 360 to 2000mm | +/-3mm |
| Length: | 400 to 3600mm | +/-3mm |
| Aspect ratio: | 2:1 maximum for large areas | |
| Minimum size: | 360 x 900mm | +/-3mm |
| Minimum radius: | 1000mm |
| Straight edge will be: | +/-3mm from the straight |
| Developed width will be: | +/-3mm from perfect curve |
Curved shape capability
Rectangles and simple rakes. All tolerances will vary depending on
complexity of shape.
Edge condition
Smooth ground edges giving a flat profile with small ground arris.
Shells or chips at edges will be ground out prior to toughening and do
not constitute reason for rejection. Corners may be dubbed.
Some variation in edgework may be discernible on exposed edges where
different machine and/or hand forming is a requirement for manufacture.
Such variations shall be kept to a minimum.
Hole drilling
| Diameter:
|
19mm +/-1mm (countersunk)
Curved glass countersunk on convex side. |
| Position:
|
Normally 60mm from glass edge at corners and sometimes along edge. Other configurations subject to confirmation. |
| Tolerance: | +/-2mm from one datum point. |
| Number: | 2-8 |
Toughening stress
The glass will be toughened to a similar standard as BS 6206 Class
A but no standard exists for curved toughened glass.
Heat soak testing
All glass will be supplied heat soaked which is a Pilkington quality
control destructive test.
Glass marking
Glass will be marked with the Pilkington toughening stamp and any regulatory
requirements. The mark to be on each glass usually near a corner.
Visual quality
A degree of distribution, both when looking through and in reflection,
is inevitable in curved toughened glass, particularly when viewing a moving
object through the glass. All curved glass should be site inspected from
a minimum distance of 3m and viewed at right angles to the glass. It should
also
be noted that toughened curved glass will split direct sunlight into striped
shadow.
General Notes- Curved Glazing
Curved Pilkington PlanarÔ applications
are the subject of continuing development and inquiries are welcomed for
projects furthering current specifications and usage.
Special fittings have been designed for curved glazing and particular
torque settings determined. The angle of spring plate or 905 bar must suit
the curve radius.
At time of printing, the support structure must lie on the concave
side of the glass but can be internally or externally located. The curve
may be on any plane.
Curved glass of large radius may be backed by insulation to form cladding
panels.
This document gives a general description of the product and materials.
It is the responsibility of the users of this document to ensure that the
proposed application of the product is appropriate and that such application
complies with all relevant local and national legislation, standards, codes
of practice and other requirements. To the extent allowed by law Pilkington
United Kingdom Limited hereby disclaims all liability howsoever arising
from any error in or omission from this publication and all consequences
of relying on it.

Insulated/Double Glazing : InsulightÔ
The exterior glass used in all PLANAR systems is normally 3/8" or 1/2" thick Pilkington tempered and heat soaked glass that can be either clear or tinted. All glass complies with Federal Code requirements, i.e. ANSI Z97.1 and ASTM C1048. All glass, after tempering must pass a destructive quality control test, the heat soak. This test is designed to virtually eliminate spontaneous on site breakage of glass due to the possible presence of nickel sulfide. Pilkington will not supply any glass into a structural application that is not heat soaked. Heat soaking is a prudent investment in safety for all those concerned about liability on a project.
INSULIGHT PLANAR double glazing units normally have an outer lite of 3/8" or 1/2" thick glass. The units have a 5/8" airspace which is the optimum for thermal insulation. Laminated glass can be incorporated into the INSULIGHT glass unit.
The combination of glass types and thickness vary. Low emissivity Pilkington K glass as well as inert Argon filled units can be used to increase thermal performance.
To facilitate the positioning of the PLANAR fixing in the insulating
unit a transparent boss acts as a separator between the two plates of glass.
This in combination with newly designed clear bushes and spacers is now
a standard feature in all PLANAR systems and provides clarity of vision
greater than that achieved in the past.
Specification- Pilkington Planar InsulightÔ Units
Composition
Pilkington Planar InsulightÔ
Units are manufactured from two fully toughened and heat soaked glasses
and reference should be made to the Single Pilkington Planar specification.
Outer glass
Outer glass to conform to single Pilkington PlanarÔ
specification.
Inner glass
| Thickness | 6mm | +/-0.2mm |
Pilkington Planar InsulightÔ
Units
| Airspace: | 16mm | |
| Depth of silicone seal: | 6mm | +/-3mm |
| Aluminum spacer: | 7mm | |
| Spacer colour: | Black or neutral | |
| Overall thickness: | +/-1.5mm tolerance |
Glass size- rectangles
| Maximum: | 2000 x 4000mm | -0 + 4.5mm |
| Minimum: | 360 x 9000mm | -0 + 4.5mm |
| Aspect ratio: | 10:1 | Maximum |
| Diagonal tolerance: | ||
| Up to 4m: 3mm | Maximum difference | |
| Over 4m: 4mm | Maximum difference |
Shape capability
Rectangles and simple shapes. All tolerances will vary depending on
the complexity of shape.
Roller wave- both glasses in same direction
| 6mm mean roller wave depth: | 0.10mm |
| Maximum edge dip: | 0.25mm |
Edge condition
Smooth ground edges giving a flat profile with small ground arris.
Shells or chips at edges will be ground out prior to toughening and do
not constitute reason for rejection. Corners may be dubbed. Some variations
in edgework may be discernible on exposed edges where different machines
and/or hand forming is requirement for manufacture. Such variations shall
be kept to a minimum.
Hole drilling- rectangles
| Diameter: | 34mm +/-1mm | (6mm glass) |
| Diameter: | 19mm +/-1mm | Countersunk (10/12mm glass) |
| Position: | Normally 60mm from glass edge at corners and sometimes along edge. Other configurations subject to confirmation. | |
| Tolerance: | +/-2mm from one datum point. | |
| Number: | 2-8 |
Toughening stress
Fully toughened to BS 6206 Class A and equivalent international standards.
Checked regularly during protection by the Differential Surface Refractometer
(DSR) method.
Heat Soak Testing
All toughened glass will be supplied heat soak tested to DIN Standard.
Glass marking
Glass will be marked with the Pilkington toughening stamp and any other
regulatory requirements. The mark to be on each glass usually near a corner.
Multiple panes will not necessarily be marked in the same corner.
Visual quality
Distortion
Pilkington Planar InsulightÔ
Units are manufactured from two toughened glasses which has minimal effect
on visual transmission through the glass but some distortion can be seen
in reflection the air in all sealed units expands and contracts in hot
and cold weather causing that glass to bow out and in respectively and
again reflections will reflect this movement. Site inspection should be
from a distance of 3m.
This document gives a general description of the product and materials.
It is the responsibility of the users of this document to ensure that the
proposed application of the product is appropriate and that such application
complies with all relevant local and national legislation, standards, codes
of practice and other requirements. To the extent allowed by law Pilkington
United Kingdom Limited hereby disclaims all liability howsoever arising
from any error in or omission from this publication and all consequences
of relying on it.

Laminated Single/Monolithic Glazing:
Laminated Safety Glass
The exterior glass used in all PLANAR systems is normally 3/8" or 1/2" thick Pilkington tempered and heat soaked glass that can be either clear or tinted. All glass complies with Federal Code requirements, i.e. ANSI Z97.1 and ASTM C1048. All glass, after tempering must pass a destructive quality control test, the heat soak. This test is designed to virtually eliminate spontaneous on site breakage of glass due to the possible presence of nickel sulfide. Pilkington will not supply any glass into a structural application that is not heat soaked. Heat soaking is a prudent investment in safety for all those concerned about liability on a project.
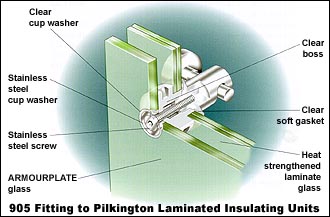
LAMINATED GLASS — Where laminated glass is required, especially in roof or layback glazing applications, 5/32" or 1/4" lites of the laminated unit will be supplied as heat strengthened to maintain greater panel integrity in the event of breakage. Pilkington PLANAR laminated glass is manufactured by pouring a liquid resin between parallel glass panes held apart by a clear tape. The cast-in-place resin (CIP) can further improve environmental performance of the laminated unit by offering choices of excellent sound insulation, UV protection or light diffusion. The resin can be tailored to suit individual requirements such as a high level of acoustic performance and a very high level of UV protection. CIP resins allow the laminated unit to have an exposed edge to the weather and are compatible with accepted structural silicones.
Notes
All 4 or 6mm glasses are heat strengthened.
A special acoustic laminate interlayer is used to give excellent noise reduction performances.
Special UV laminate interlayers are also available to provide exceptional UV protection.
All laminated glass edges are sealed to give excellent weather resistance. Silicone perimeter seals must be compatible with Pilkington Laminated Safety Glass.
A wide range of glass combinations is possible with laminated glasses. Please refer to Pilkington Architectural for advice.
In line with regulations applicable in many European countries, Pilkington recommend the use of laminated glass in overhead or sloping overhead glazing.
Specification- Single Pilkington PlanarÔ Laminated Safety Glass
Composition
Thickest glass will be to single Pilkington PlanarÔ
standard and reference should be made to single Pilkington Planar specification.
Glass combinations
10mm + 6mm or 4mm
12mm + 6mm or 4mm
15mm + 6mm or 4mm
19mm + 6mm or 4mm
Pilkington PlanarÔ Laminated
Safety Glass
Interlayer: 2mm
There may be a step up on each side to 3mm
Overall thickness:
+/-1mm tolerance
Glass size- rectangles
| Maximum (4mm): | 1300 x 2000mm | -0 + 4mm |
| Maximum (6mm): | 2000 x 3500mm | -0 + 4mm |
| Minimum: | 360 x 900mm | -0 + 4mm |
| Aspect ratio: | 2:1 Maximum for larger sizes |
Shape capability
Rectangles and simple shapes. All tolerance will vary depending on
the complexity of shape.
Edge condition
Smooth ground edges giving a flat profile with small ground arris.
Shells or chips at edges will be ground out prior to toughening and do
not constitute reason for rejection. Corners may be dubbed.
Some variation in edgework may be discernible on exposed edges where
different machines and/or hand forming is a requirement for manufacture.
Such variations shall be kept to a minimum.
Hole drilling- rectangles
| Diameter: | 38mm +/-1mm | (4/6mm glass) |
| Diameter: | 19mm +/-1mm | Countersunk (10/12mm glass) |
| Position:
|
Normally 60mm from glass edge at corners and sometimes along edge. Other configurations subject to confirmation | |
| Tolerance: | +/-2mm from one datum point. | |
| Number: | 2-8 |
Method of production
Cast-in-place
Tempering
10/12/15/19mm glass: Toughened and Heat Soak tested
4/6mm glass: Heat Strengthened
Glass marking
Glass will be marked with the Pilkington toughening stamp and any other
regulatory requirements. The mark to be on each glass usually near a corner.
Multiple panes will not necessarily be marked in the same corner.
Visual quality
Clear tape
The cast-in-place process uses a clear tape 6 to 9mm wide around the
edge and around the holes between the two glasses. The junction between
the clear tape and the resin is just visible inboard from the edge of the
glass and the holes.
Bubble
As with lamination techniques there will be minor imperfections as
follows:
Very fine bubble at resin/tape interface. One bubble of size 2-3mm
will be acceptable per m run or per hole area. One bubble of size 2-3mm
will be acceptable in the body of each plate but not in the visible area
as defined by an oval touching the centre of all four sides.
Distortion
When laminating toughened or heat strengthened glasses together slight
visible distortion in transmission due to the small lens effects will be
noted with increase in viewing angle. The phenomenon is not normally a
problem in roof glazing, but may be discernible in vertical glazing. Site
inspection should be from a distance of 3m.
This document gives a general description of the product and materials.
It is the responsibility of the users of this document to ensure that the
proposed application of the product is appropriate and that such application
complies with all relevant local and national legislation, standards, codes
of practice and other requirements. To the extent allowed by law Pilkington
United Kingdom Limited hereby disclaims all liability howsoever arising
from any error in or omission from this publication and all consequences
of relying on it.
Laminated Insulated/Double Glazing:
Insulight Laminated Glass
The exterior glass used in all PLANAR systems is normally 3/8" or 1/2" thick Pilkington tempered and heat soaked glass that can be either clear or tinted. All glass complies with Federal Code requirements, i.e. ANSI Z97.1 and ASTM C1048. All glass, after tempering must pass a destructive quality control test, the heat soak. This test is designed to virtually eliminate spontaneous on site breakage of glass due to the possible presence of nickel sulfide. Pilkington will not supply any glass into a structural application that is not heat soaked. Heat soaking is a prudent investment in safety for all those concerned about liability on a project.
LAMINATED GLASS — Where laminated glass is required, especially in roof or layback glazing applications, 5/32" or 1/4" lites of the laminated unit will be supplied as heat strengthened to maintain greater panel integrity in the event of breakage. Pilkington PLANAR laminated glass is manufactured by pouring a liquid resin between parallel glass panes held apart by a clear tape. The cast-in-place resin (CIP) can further improve environmental performance of the laminated unit by offering choices of excellent sound insulation, UV protection or light diffusion. The resin can be tailored to suit individual requirements such as a high level of acoustic performance and a very high level of UV protection. CIP resins allow the laminated unit to have an exposed edge to the weather and are compatible with accepted structural silicones.
INSULIGHT PLANAR double glazing units normally have an outer lite of 3/8" or 1/2" thick glass. The units have a 5/8" airspace which is the optimum for thermal insulation. Laminated glass can be incorporated into the INSULIGHT glass unit.
The combination of glass types and thickness vary. Low emissivity Pilkington K glass as well as inert Argon filled units can be used to increase thermal performance.
To facilitate the positioning of the PLANAR fixing in the insulating unit a transparent boss acts as a separator between the two plates of glass. This in combination with newly designed clear bushes and spacers is now a standard feature in all PLANAR systems and provides clarity of vision greater than that achieved in the past.
Notes
All glasses used in the laminated pane are heat strengthened.
A special acoustic laminate interlayer is used to give excellent noise reduction performances.
Special UV laminate interlayers are also available to provide exceptional UV protection.
All laminated glass edges are sealed to give excellent weather resistance. Silicone perimeter seals must be compatible with Pilkington Laminated Safety Glass.
An exceptionally wide range of glass combinations is possible with laminated double glazed units. Please refer to Pilkington Architectural for advice.
In line with regulations applicable in many European countries, Pilkington recommend the use of laminated glass in overhead or sloping overhead glazing.
Specification- Single Pilkington Planar InsulightÔ Laminated Units
Composition
Pilkington Planar InsulightÔ
Laminated Units are manufactured from one thick outer toughened glass which
in roof glazing is usually to the outside and one laminated inner glass
composed of two 4mm or two 6mm glasses and reference should be made to
both single Pilkington PlanarÔ
and single laminated Pilkington PlanarÔ
specifications.
Pilkington Planar InsulightÔ
Laminated Units
| Air space: | 16mm +/-1mm |
| Depth of silicone seal: 6mm | +/-3mm |
| Aluminum spacer: | 7mm |
| Space colour: | Black or Neutral |
| Laminated interlayer: | 2mm |
| There may be a step up on each side to 3mm | |
| Overall thickness: | +/-2mm tolerance |
Glass size- rectangles
| Maximum (4mm): | 1300 x 2000mm | -0 + 4.5mm |
| Maximum (6mm): | 2000 x 3500mm | -0 + 4.5mm |
| Minimum: | 360 x 900mm | -0 + 4.5mm |
| Aspect ratio: | 2:1 Maximum for larger sizes |
Shape capability
Rectangles and simple shapes. All tolerance will vary depending on
the complexity of shape.
Edge condition
Smooth ground edges giving a flat profile with small ground arris.
Shells or chips at edges will be ground out prior to toughening and do
not constitute reason for rejection. Corners may be dubbed. Some variation
in edgework may be discernible on exposed edges where different machines
and/or hand forming is a requirement for manufacture. Such variations shall
be kept to a minimum. Where the detail of a structure is such that the
double glazing edge sealant is fully exposed, minor undulations in the
edge seal may be discernable particularly near corners of the unit.
Hole drilling - rectangles
| Diameter: | 34mm +/-1mm | Laminated (inner) |
| Diameter: | 19mm +/-1mm | Outer (countersunk) |
| Position:
|
Normally 60mm from glass edge at corners and sometimes along edge. Other configurations subject to confirmation. | |
| Tolerance: | +/-2mm from on datum point | |
| Number: | 2-6 |
Method of production
Cast-in-place
Tempering
| 10/12/15/19mm glass: | Toughened and heat soak tested |
| 4/6mm glass: | Heat strengthened |
Glass marking
Glass will be marked with the Pilkington toughening stamp and any other
regulatory requirements. The mark to be on each glass usually near a corner.
Visual quality
Distortion
When laminating toughened or heat strengthened glasses together slight
visible distortion in transmission due to the small lens effect will be
noted with increase in viewing angle. The phenomenon is not normally a
problem in roof glazing, but may be discernible in vertical glazing. The
air in all sealed units expands and contracts in hot and cold weather causing
the glass to bow out and in respectively and again reflections will reflect
this movement. The clear tape around the edge will, or course, be totally
within the edge detail of the sealed unit. Site inspection should be from
a distance of 3m.
This document gives a general description of the product and materials.
It is the responsibility of the users of this document to ensure that the
proposed application of the product is appropriate and that such application
complies with all relevant local and national legislation, standards, codes
of practice and other requirements. To the extent allowed by law Pilkington
United Kingdom Limited hereby disclaims all liability howsoever arising
from any error in or omission from this publication and all consequences
of relying on it.

Introduction
Screen printed glass is one of the decorative products from within
the Pilkington Design Glass range. It is ideal for use in partitions, roof
glazing and external walls where a combination of aesthetic and functional
needs are required.
The major benefits are:
- Control of solar heat and light transmission
- Privacy
- Flexibility of designs standard or commissioned
- Available in Pilkington PlanarÔ single, double glazed or laminated options
- Available in a range of colours
- No colour fading
- For use internally or externally
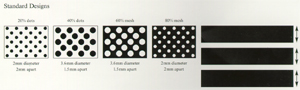
Designs
Pilkington Architectural offers a range of standard designs as listed below. However, the inherent nature of the product encourages the use of bespoke designs. All bespoke designs should be submitted for discussion prior to placing an order to ensure that all design, colour and cost implications have been fully considered.
A non-standard design can be provided if:
Minimum distance apart and width of lines is 3mmColours
Minimum distance of dot or hole is 2mm
Minimum distance between dots or holes is 1.5mm
WHITE ceramic ink is the most commonly used colour, though there are three other standard colours available:
BLACK, GRAPHITE, and SIMULATED ACID ETCH.
For non-standard colour availability, please contact Pilkington Architectural.
The range is limited to one colour per glass.
Screens
In order to maintain a consistent appearance, each glass size requires
its own screen. Because of this, a minimum order level of 20 glasses per
size is normally required. However, smaller quantities can be required
at increased cost.
The screens must be paid for by the clients as part of the contract
and after completion of the contract screens will be kept for a period
of six months and then offered to the client before disposal thus it may
be beneficial to order spare glasses.
Performance
The use of screen printed glass gives both aesthetic and technical
control of heat and light transmission. By increasing the ceramic coverage
on the glass, the shading coefficient of clear and body tinted glasses
is reduced, thus allowing greater flexibility of choice and design.
Performance data for screen printed glasses are available on request.
Silk Screen Printed Glass Quality Specification
Introduction
The manufacture of screen printed glass is a multistage process. Drawings
of the finished artwork form the basis of the production of photographic
negatives.
The negatives are exposed onto pre-tensioned screens.
Ceramic ink consisting of fine glass powder and colouring material
suspended in a medium is printed onto the prepared glass panel through
the screen using a rubber blade.
The ceramic ink is then dried prior to toughening or heat strengthening.
The panel is then toughened to BS or heat strengthened to EN1863 as
required.
All toughened panels are heat soaked.
Glass can then be provided as a single panel or further processed into
laminate, double-glazing or combinations or same.
Dimensional Tolerances- Rectangles
| Thickness: | 6mm
10-12mm |
+0.2mm
+0.3mm |
| Length and width: | Up to 2m + 1.0mm
Greater than 2m + 2m |
|
| Diagonals:
|
Up to 4000mm maximum 3mm difference
Over 4000mm maximum 4mm difference |
|
| Hole dimension: | +1mm | |
| Hole position: | +1mm from datum point | |
| Flatness: | Maximum 2mm/metre | |
| Roller wave: | 6mm | -mean roller wave depth
0.10mm per 267mm span |
| 10 + 12mm | -mean roller wave depth
0.05mm per 267mm span |
|
| Print pattern position: | +3mm |
Note: shape capability - all tolerances quoted above will vary depending on complexity of shape.
Edge quality
Smooth ground edges giving a flat profile with small ground arris.
Small shells or chips which encroach into the face of the glass up to 2mm
may be ground out prior to toughening and do not constitute reason for
rejection.
Hand worked edges, where the deviation from line to flat edge is more
than 3mm in 100mm span, are deemed rejectable.
Note: some variation in edge work may be discernible on exposed edges
where different machines and/or hand forming is a requirement for manufacture.
Such variation shall be kept to a minimum.
Tempering Quality
Toughened panels are designed to meet requirement of EN12150 (BS 6206).
| 6mm | - A particle count assessment within a square of
25mm side must be at least 60 particles. |
| 6 + 10 + 12mm | - The minimum surface compressive stress shall be
110 Mpa as measured with a DSR instrument. |
Panels are designed to meet requirements of EN1863. The surface compressive stress must be equal to or between the following limits as measured by a DSR instrument.
| Min | Max | ||
| 6mm | 45 | 61 | Mpa |
Visual Quality
Tempering (horizontal)
Roller wave/imprint/pick-up
Whilst the hot glass (approx 610 degrees C) is in contact with the
furnace rollers during toughening/heat strengthening process, a surface
distortion is produced by a reduction in surface flatness known as roller
wave.
Roller wave is generally more noticeable in reflection.
Glass which is thicker than 6mm may show signs of small imprints/pick-up
from the rollers.
Anisotropy (Iridescence)
The tempering process produces areas of different stress in the cross
section of the glass. These areas of stress produce a bi-refringent effect
in the glass, which is visible in polarized light.
When tempered glass is viewed in polarized light, the areas of stress
show up as coloured zones, sometimes known as leopard spots.
Polarized light occurs in normal daylight. The amount of polarized
light depends on the weather, the angle of the sun. The bi-refringent effect
is more noticeable either at a glancing angle or through polarized spectacles.
Printing
Screen printed glass is produced t a high standard, although the inherent
nature of the products and processes are such that they may give minor
imperfections such as pin holes, small print misses, small variations,
etc. In order to establish an acceptable visual standard the glass should
be inspected from a distance of 3m, under uniform daylight conditions and
at a normal angle of incidence to the glass.
No visual aids other than spectacles appropriate to the viewing distance
should be used.
Where the printed glass allows, the focus of vision should be through
the glass. Where this is not possible, the focus should be on the central
areas of the glass panel.
The following are guidelines in an attempt to define the nature and
level of visible imperfections which can be accepted in the processed glass.
Colour Variation
The colour of the print will be modified by the glass tint (when viewed
from glass side).
Different glass thicknesses will modify the same print by different
amounts (when viewed from glass side).
Slight colour variations can occur from variations in ink batches and
tempering conditions.
Opacity
With lighter colours, dark objects in close/intimate contact with printed
surface may "show through," i.e. adhesive/insulation, etc.
"All over" solid colours are generally not suitable for use in transmitted
light situations where pin holes, linear marks from the directional nature
of the process will be visible.
"All over" simulated acid etch is a more "translucent" finish, which
tends to reduce the effects of pin holes, print misses and linear marks
from the process, although they may still be visible.
Patterns either all over or partial tends to reduce the effects of
pin holes, print misses and linear marks from the process, although they
may still be visible.
Pattern
During the elevated temperatures of the tempering process, the medium
in which the glass powder and colorants are suspended is "driven off."
Some slight shrinkage may occur at the edge of the pattern, which may result
in some minor loss of definition.
With screen print dimensions greater that 1200mm wide, a joint may
be necessary in the screen. This may be apparent on the finished product.
A clear border of 12mm is recommended around the edge of each printed
panel.
Pin holes, small print misses and spot faults may be present in the
product, the application will determine to a considerable extent whether
the features are more or less obtrusive:
Fine scratches and scars barely perceptible from 3m shall be deemed
acceptable, white handling scars, shall be deemed rejectable.
Acid Etch Finish
The acid etch finish exhibits, what can best be described as, a porous
surface and contamination can be difficult to remove. It is recommended
that appropriate preventative action is taken, particularly on construction
sites.
This document gives a general description of the product and materials.
It is the responsibility of the users of this document to ensure that the
proposed application of the product is appropriate and that such application
complies with all relevant local and national legislation, standards, codes
of practice and other requirements. To the extent allowed by law Pilkington
United Kingdom Limited hereby disclaims all liability howsoever arising
from any error in or omission from this publication and all consequences
of relying on it.